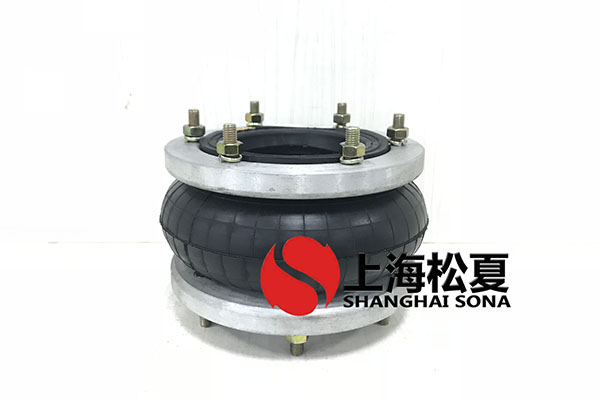
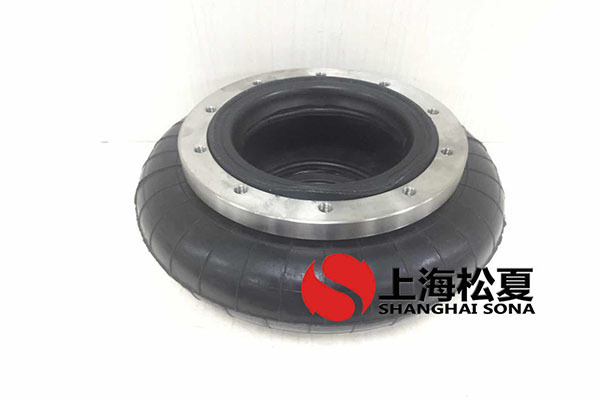
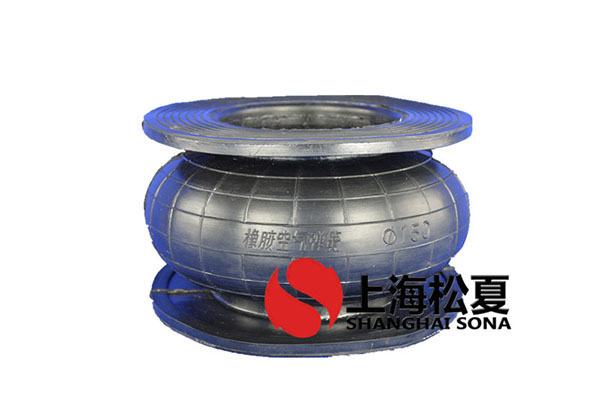
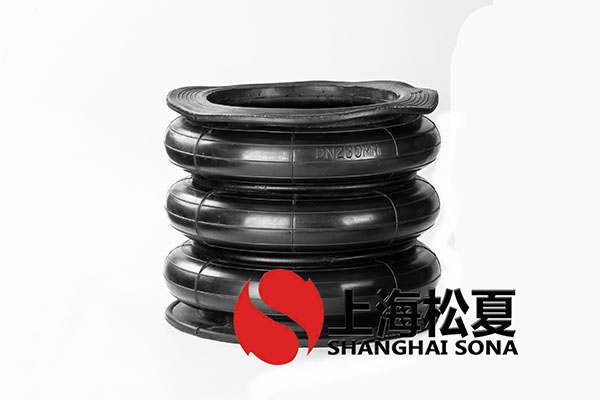
橡膠氣囊
聯系方式
產品中心
















MORE+
關于我們

上海松夏減震器有限公司是一家研發、銷售、服務為一體的綜合性企業,2009年注冊成立,注冊資金2000萬,稅號91310114687364918A,公司位于上海市寶山城市工業園區,由于2017年上海環保大整改,目前我公司的橡膠制品生產已經全部搬至外省江蘇新工廠和浙江新工廠生產。金屬制品仍在上海工廠。我公司產品廣泛用于化工、建筑、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力等基礎工程。 公司的生產團隊,技術力量雄厚,生產設備齊全,具有研制和生產各種減震器的能力,擁有完善的實驗設備和檢測手段。